![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Determination of the shape accuracy of steel drum barrel blanking (2)
Third, the relationship between the amount of misalignment and the difference between the diagonals
(1) Derivation of the formula for calculating the difference between the diagonal lines
As previously analyzed, the amount of misalignment is mainly due to the parallelogram being formed by the blanking. So, what is the relationship between the amount of misalignment and the diagonal of the parallelogram? The argument is as follows.
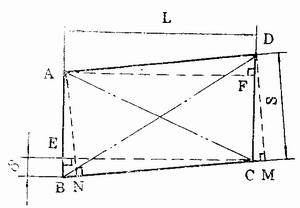
Image 6
After the barrel is cut, it is parallelogram ABCD, the length of the blank is AF=EC=L, the width is AN=DM=S, the difference between the two diagonals|BD-AC|=△, both ends of the barrel weld The maximum amount of misalignment required is BE = DF = δ.
In Rtâ–³BMD
![]()
Because in Rtâ–³BEC
![]()
Also due to Rt△BEC∽Rt△CMD
So CM=S·δ/L
diagonal
![]()
In Rtâ–³ANC
![]()
Because △ANB≌△DMC
So BN = CM = S · δ / L
AN=DM=S
diagonal
![]()
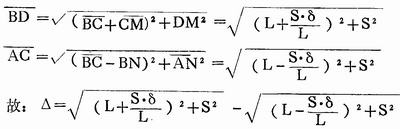
So the difference between the two diagonals is calculated as:
â–³=|BD-AC|
![]()
According to the above formula, after determining the length and width of the barrel blank and the maximum amount of misalignment at both ends of the weld, the difference between the diagonal lines to be controlled when the barrel is cut, that is, the integrated shape of the barrel blank can be determined. Precision.
According to the above formula, the upper and lower deviations of the diagonal length can also be calculated.
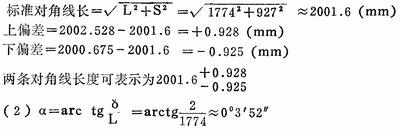
The diagonal length of the standard rectangle is: ![]() Then, the difference between the upper and the lower is:
Then, the difference between the upper and the lower is:
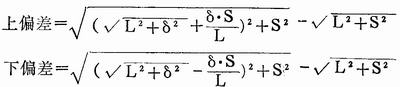
So the diagonal length can be expressed as:
![]()
When δ = 0, the difference between the diagonals is Δ = 0; the upper and lower deviations of the diagonal length are also equal to zero. At this time, the blank is the most ideal state - rectangular, but in reality there is no such ideal state.
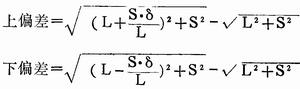
As shown in Fig. 6, at the time of actual cutting, the blanking length is generally measured in parallel parallel side length AD (or BC). This measurement is convenient, and the difference between AD and AF (or CE) is small and negligible, that is, AD≈AF=L. Similarly, C≈DM=S, so the formula for calculating the difference between the diagonals can be simplified.
The upper and lower deviations of the diagonal length can still be calculated according to the diagonal length formula in the above formula:
(2) Conditions for the calculation of the difference between the diagonal lines
According to the previous analysis, the condition for calculating the difference between the diagonal lines is:
1. The barrel diameter and the length of the blank (or the width of the lap) are constant;
2. The weld is parallel to the central axis of the barrel.
Fourth, use the angular deviation of 4 angles to determine the shape accuracy of the barrel blank
The previously demonstrated difference in diagonal line to determine the shape accuracy of the barrel blank is a comprehensive shape accuracy index proposed for measurement convenience. In the process of production and production, it is also possible to control the four angular deviations of the sheet material after blanking to determine the shape accuracy, as shown in Fig. 7.
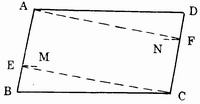
Figure 7
In the parallelogram ABCD, the deviation values ​​of the four corners are the same, as long as the deviation of one of the corners is limited, the other three angles are also limited.
Let the four angular deviation values ​​be α, the blanking length be L, and the maximum misalignment required for curling is δ. Then the two obtuse angles ∠A, ∠C are 90°+α, and the two acute angles ∠B and ∠D are 90°-α.
In RtΔBEC, ∠BEC=α, EC=L, and BE=δ.
and so

Summary
Through argumentation, this paper derives the formula for determining the difference between the diagonal of the shape of the barrel and the angle deviation of the four angles and its relationship with the amount of misalignment at both ends of the barrel weld. In fact, the factors affecting the amount of misalignment and the quality of the hem are various. This paper only discusses the influence of the key factor of the shape accuracy of the slab body, which has a theoretical basis for determining the shape accuracy of the barrel. The influence of other factors on the amount of misalignment and the quality of the hemming must be controlled at the relevant stages of the barreling process.
The formulas listed in this paper have been validated by a certain actual model and conform to the formula to calculate the conclusion.
In the process of writing this article, I received guidance and help from relevant people in the industry, and I would like to express my sincere gratitude to them. Due to my limited level, it is inevitable that mistakes will occur in the text. Experts and colleagues are invited to provide valuable opinions.
The Tea Tumble is a kind of fashion of contemporary society, combines the characteristics of Chinese and western, outstanding beauty, appreciate the characteristics of improving family offices or fashion, also has a great practicability.
100% dishwasher & microwave safe,our Tea tumble can be endures temperatures from -70° to 530°,excellent quality tableware for the all seasons,and it does not contain toxic substances such as lead, mercury and BPA.
Tea Tumble,Glass Tumbler,Tea Tumbler Cup
Hejian Jia Teng Glass Products Co., Ltd. , http://www.jtglassware.com